|

Serialization transformed pharmaceutical manufacturing.
It improved traceability, strengthened compliance, and enabled end-to-end product visibility across the supply chain. But for many manufacturers, serialization also introduced something less discussed: operational friction.
In a recent webinar hosted by OPTEL and Robotiq, automation experts explored a challenge many pharma sites now face:
How do you regain production efficiency after serialization and aggregation have slowed the line down?
The answer increasingly starts at the end of the line, with palletizing.
|

Why Cobots Fit Pharmaceutical Manufacturing
Traditional palletizing robots can be large, complex, and difficult to deploy in validated pharmaceutical environments.
Cobots offer a different approach.

In Pharma, Palletizing Is Also a Data Problem
One of the strongest points raised during the webinar was this:
Automating palletizing alone is not enough.
In pharmaceutical manufacturing, palletizing must remain tightly connected to serialization and aggregation systems.
As Olivier explained:
“If you automate palletizing without handling aggregation properly, you’re not eliminating errors – you’re just automating them faster.”
A Real-World ROI Example
OPTEL shared a customer case involving a low-volume pharmaceutical line managing 25 SKUs with frequent changeovers.
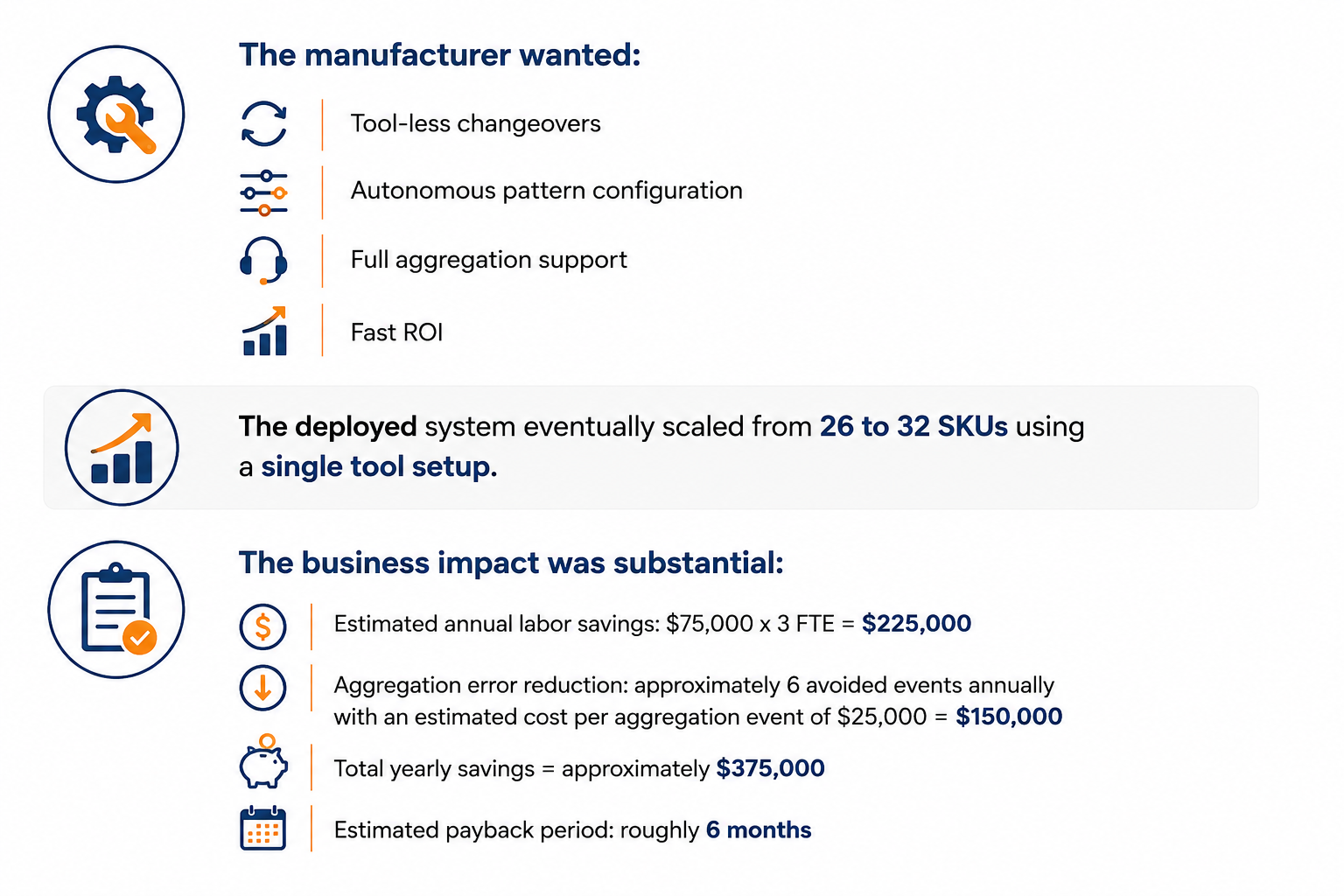
|
Final Takeaway
The webinar makes one point very clear:
The future of pharmaceutical packaging is not just automated. It is integrated.
And increasingly, that integration starts with smarter palletizing.